
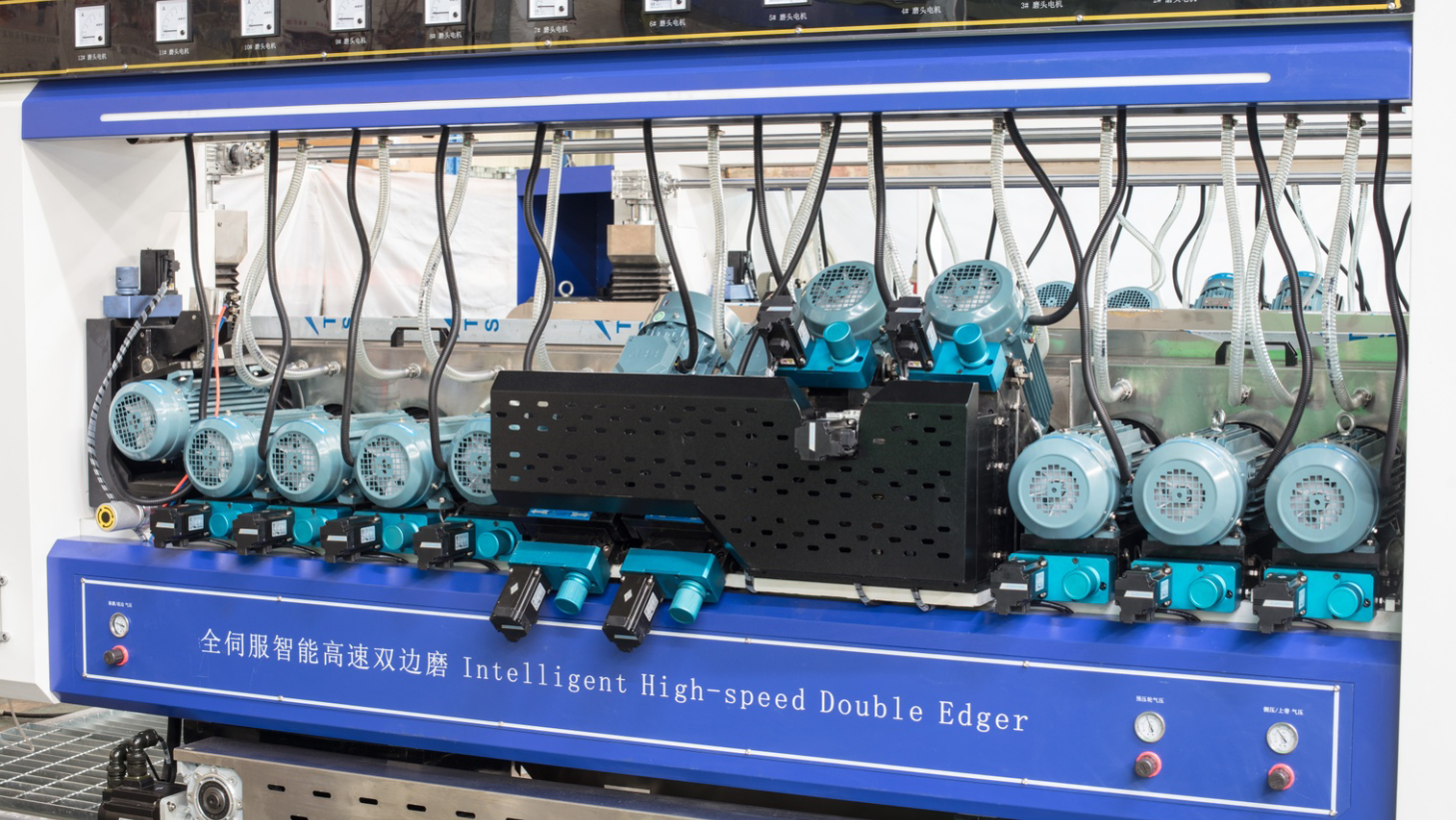
CGSZ2442 Високошвидкісний верстат для подвійної кромки скла з повним сервоприводом


CGSZ2442 Високошвидкісний верстат для подвійної кромки скла з повним сервоприводом
ОПИС
■Двигун для грубого шліфування нижньої кромки та двигун для грубого шліфування для зняття фаски – це двигуни АББ.Швидкість може досягати 4800 об/хв після розгону спеціальним інвертором.Швидкість шліфування висока, а крутний момент постійний, що значно покращує грубе шліфування нижньої кромки та грубе шліфування фаски.Міцність на шліфування
■Універсальна конструкція для машини та схемної коробки є водонепроникною, економить місце та зручна для роботи.Основний корпус використовує чавун із обробкою відпалу.
■Встановлено з чудовою лінійною напрямною та гвинтовими оправками, що забезпечує точність обробки.Кронштейн рухомої бічної системи має W рамну конструкцію, що підвищує точність рухів і ступінь стійкості;також це може продовжити термін служби лінійної стійки
■На машину додано пристрій із корекцією позиції, який вирішує проблему відхилення від невеликого скла та справді реалізує інтелектуальну роботу підключених машин під час перенесення скла.
■Управління ПЛК із сенсорним екраном, налаштування даних і стан шліфування скла можуть відображатися в центрі керування.Ширина обробки, товщина та підйом верхнього рейку регулюються автоматично.
■2. Направляюча канавка конвеєрної балки - це ексклюзивна формула, розроблена Шанхайським інститутом матеріалів із використанням надвисоких полімерних матеріалів.Він має характеристики зносостійкості, антистаріння та невеликої деформації, а додавання графітового матеріалу зменшує силу тертя синхронного ременя під час його роботи, і він узгоджується з інструментами під час його обробки.
ЗАСТОСУВАННЯ

Конструкційне скло
Промислове скло

Скло дверне та віконне

Меблеве скло
Приладове скло
РОЗТАШУВАННЯ КОЛІС

| Товщина скла | 3-25 мм |
| Мінімальний оброблений розмір | 350*350 мм |
| Максимальний оброблений розмір | 4200 мм |
| Швидкість процесу | 15 м/хв |
| Робоча висота | 920 мм |
| Загальна потужність | 70 кВт |
ОСНОВНІ ЧАСТИНИ КОНСТРУКЦІЇ

01 Вся машина використовує швейцарський двигун ABB
Прийміть спеціальний високошвидкісний двигун перетворення частоти ABB, співпрацюйте з відомим вітчизняним шліфувальним кругом марки Qixingshi, спеціальний шліфувальний круг, швидкість шліфування висока;швидкість обробки скла 5-8 мм досягає 15-18 м/хв;Швидкість скла 8-12 мм може досягати 12-15 м/хв.
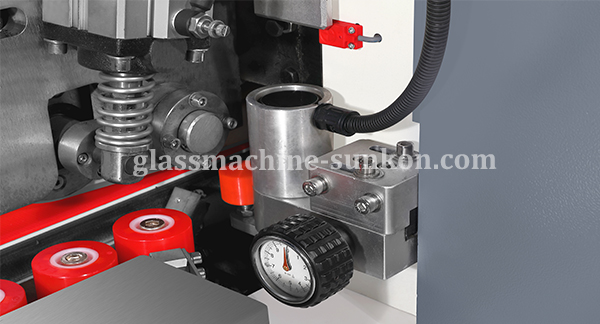
02Вторинна передавальна структура нижньої фаски
Прецизійний кульковий гвинт використовується для підйому всього, а з керуванням серводвигуном усі фаски будуть однакового розміру, а похибка скошування обробленої пластини невелика.Це може запобігти явищу горіння двигуна, спричиненого витоком водонепроникної втулки через загальне використання двигуна під конструкцією.

03Структура подвійного сервоприводу
Фіксована та рухома сторони приводяться в рух набором серводвигунів.Остання турбінна коробка Starlight серії k з високим коефіцієнтом вихідного крутного моменту має велику силу передачі.У порівнянні зі структурою трансмісії універсального шарніра структура трансмісії з прямим підключенням має невеликий зазор передачі, що забезпечує фіксовану сторону.Синхронізація з рухомим боковим приводом

04 Контроль відкриття-закриття для ширини обробки скла
Серводвигун Siemens регулює відкриття та закриття машини, щоб забезпечити плавну роботу навіть на високій швидкості.

05 EПристрій визначення кількості різання xtra
Коли зайвий край наступного скла дотикes цей пристрій, це будепропуск сигнал до ПЛК і машина буде повідомлено уповільнити для this додатковий край.Тоді якість шліфування і полірування скла буде набагато краще.
06Функція регулювання сервоприводу з боку входу
Автоматичне регулювання кількості подрібнення на кінці подачі: відповідно до розміру та товщини скла автоматичне регулювання структури кількості помелу можна додати до вхідного кінця обрізки, що може зменшити відколи та фрагментацію, спричинені склом. обробки та забезпечення якості обробки скла.Це також може зменшити залежність від людей.

КЕЙС КЛІЄНТА




ВІЗИТ КЛІЄНТА Новини
-

CGSZ2025 Машина для подвійної кромки скла з 20 двигунами
-
CGSZ2042 Машина для подвійної кромки скла
-
CGSZ2225 Машина для подвійної кромки скла з 22 двигунами
-

CGSZ2242 Високошвидкісний верстат для подвійної кромки скла
-

CGSZ2442 Повний сервопривід Високошвидкісне скло з подвійним...
-

CGSZ3025-12 Високошвидкісне скляне прямолінійне дво...
-

CGSZ4225-24 Високошвидкісна скляна пряма подвійна...
-
-600x600.jpg)
CGSZ4225-24 Високошвидкісна скляна пряма подвійна...





-600x600.jpg)